Узкие места в производстве пример. Организация производственной деятельности механосборочного цеха
17. Анализ возникающих на предприятии узких мест.
Задача оперативного планирования производственной программы заключается в определении номенклатуры и объемов продукции. Для этого должны быть известны следующие данные:
1) цены на продукцию;
2) затраты на производство продукции;
4) располагаемые производственные мощности.
Проблематика планирования производственной программы
определяется прежде всего видом и количеством узких мест в производстве. Кроме того, значение имеют возможные альтернативные технологические процессы. Речь идет об устанавливаемом оборудовании и об интенсивности его использования в производственном процессе.
Возможны различные подходы к планированию производственной программы.
На предприятии существуют три принципиальных подхода:
а) Отсутствие узких мест.
Поскольку нет узких мест, то производиться может вся продукция.
б) Наличие одного узкого места.
Предположим, установлено, что на предприятии есть одно узкое место. Необходимо различать случаи единственного и возможного альтернативного технологического процесса.
Если переменные затраты в единицу времени одинаковы для всех продуктов, то нужно проверить, для всех ли продуктов и процессов суммы покрытия положительны или для отдельных комбинаций продуктов и процессов они отрицательны
Если известны выручка от продажи и переменные затраты на единицу продукции, а значит, и сумма покрытия, то оптимальную производственную программу можно сформировать поэтапно Ориентация на величину суммы покрытия позволяет последовательно составлять программу, если есть только одно узкое место.
в) Наличие нескольких узких мест.
Если при проверке программ сбыта и производства оказывается, что в производстве есть сразу несколько узких мест, то принять решение сложнее. В этом случае следует применять методы линейного программирования.
Планирование оптимальной производственной программы не должно осуществляться исключительно с затратной точки зрения, необходимо учитывать ориентированные на прибыль критерии. Данные расчетов по полным затратам недостаточны для планирования оптимальной производственной программы, поскольку при таких расчетах затраты не разделяются на переменные и постоянные. Наряду с затратами необходимо учитывать влияние управленческих решений на выручку от продажи и суммы покрытия. В связи с этим требуется использовать данные расчетов сумм покрытия.
Наличие одного узкого места может объясняться двумя причинами:
а) если производственный процесс одноступенчатый, то существующих мощностей оказывается недостаточно для производства максимально возможного количества всех продуктов с положительными суммами покрытия;
б) если производственный процесс многоступенчатый, то узкое место возникает только на одном участке, мощности которого не хватает для производства всех продуктов.


Если на предприятии есть узкое место, необходимо рассчитать относительные величины сумм покрытия в единицу времени загрузки узкого места по отдельным группам продуктов. С учетом этого следует изменить ранжированную последовательность производства продуктов с целью достижения оптимального значения производственного результата. Определение программы продаж и производства без учета располагаемых мощностей в узком месте приводит к снижению общей суммы покрытия. Это неверное решение, поскольку в таком случае предприятие теряет свои суммы покрытия
Узкое место
Узкое место - явление, при котором производительность или пропускная способность системы ограничена одним или несколькими компонентами или ресурсами. В соответствующем англоязычном термине (англ. bottleneck ) прослеживается аналогия с горловиной бутылки, узость которой не позволяет вылить или высыпать всё её содержимое сразу, даже если её перевернуть. При увеличении её ширины увеличивается и скорость, с которой бутылка опустошается. Относительно бизнеса, узким местом организации является то, что снижает её производительность.
Управление проектами
Узкие места в программном обеспечении
См. также
Wikimedia Foundation . 2010 .
Синонимы :Смотреть что такое "Узкое место" в других словарях:
Ситуация принятия решения при недостаточных производственных мощностях, в которой калькуляция покрытия показывает, какой ассортимент продукции предприятию следует выбрать для того, чтобы получить как можно более высокое покрытие. См. также:… … Финансовый словарь
Заковырка, трудность, затруднение, заколупка, проблема, препятствие, закавычка, зацепка, закорючка, загвоздка, закавыка, пиковое положение, запятая, осложнение Словарь русских синонимов. узкое место сущ., кол во синонимов: 19 загвоздка (26) … Словарь синонимов
- (bottleneck) Реальное ограничение (constraint) максимальных темпов развития или уровня какой либо деятельности. В экономике данный термин употребляется по аналогии с физикой. Например, максимальная скорость вытекания жидкости из бутылки… … Экономический словарь
узкое (место) - узкая часть — Тематики нефтегазовая промышленность Синонимы узкая часть EN criticalnarrow …
узкое место - узкий проход — Тематики нефтегазовая промышленность Синонимы узкий проход EN bottleneckbottle neck … Справочник технического переводчика
«узкое место» - 3.46 «узкое место»: Объект газотранспортной системы (магистральный газопровод, газопровод отвод, газопровод перемычка, распределительный газопровод или их участок, компрессорная станция, ГПА, станция подземного хранения газа, ГИС, узел… … Словарь-справочник терминов нормативно-технической документации
«УЗКОЕ МЕСТО» - – ситуация, складывающаяся в результате недостатков в организации производства, когда рабочее место не обеспечивается материальными, трудовыми или топливно энергетическими ресурсами; превышение производительности труда при предыдущей… … Краткий словарь экономиста
узкое место - в чём. Наиболее слабая, уязвимая сторона в каком л. деле, создающая затруднения, осложнения и т.п. У ое место в производстве … Словарь многих выражений
- (сленг.) 1) недостаток производственных мощностей в цепи технологического процесса, определяемый каким либо компонентом: оборудованием, персоналом, материалами или доставкой, транспортировкой; ликвидируется в ходе организационно технических… … Энциклопедический словарь экономики и права
Публ. Недостаток в слабых звеньях производственного процесса, ведения хозяйства. НРЛ 96; БТС, 1378; Мокиенко 2003, 57 … Большой словарь русских поговорок
Книги
- Синергетика и самоорганизация. Социально-экономические системы , Милованов В.П.. В настоящей книге подробно рассматривается синергетика и самоорганизация в социально-экономических системах, и, в частности, в ценообразовании. Предлагаются формулы для расчета цен, эмиссии…
Теория ограничений систем была сформулирована в 80-е годы ХХ в. и касалась управления производственными предприятиями. Кратко ее суть сводится к тому, что в каждой производственной системе действуют ограничения, сдерживающие эффективность. Если устранить ключевое ограничение, система заработает значительно эффективнее, чем если пытаться воздействовать на всю систему сразу. Поэтому процесс совершенствования производства нужно начинать с устранения узких мест.
Сейчас термин bottleneck может использоваться для в любой отрасли — в сфере услуг, разработке программного обеспечения, логистике, повседневной жизни.
Что такое bottleneck
Определение bottleneck звучит как место в производственной системе, в котором возникает перегрузка, потому что поток материалов поступает слишком быстро, но не может быть так же быстро переработан. Часто это станция с меньшей мощностью, чем предыдущий узел. Термин произошел из аналогии с узким горлышком бутылки, которое замедляет путь жидкости наружу.

Bottleneck — узкое место в производственном процессе
На производстве эффект бутылочного горлышка вызывает простои и производственные издержки, снижает общую эффективность и увеличивает сроки отгрузки продукции заказчикам.
Существует два типа узких мест:
- Краткосрочные узкие места — вызваны временными проблемами. Хороший пример — больничный или отпуск ключевых сотрудников. Никто в команде не может полноценно заменить их, и работа останавливается. На производстве это может быть поломка одного из группы станков, когда его нагрузка распределяется между рабочим оборудованием.
- Долгосрочные узкие места — действуют постоянно. Например, постоянная задержка месячных отчетов в компании из-за того, что один человек должен обработать огромное количество информации, которая поступит к нему лавиной в самом конце месяца.
Как определить bottleneck в производственном процессе
Существует несколько способов поиска bottleneck на производстве разного уровня сложности, с применением специальных инструментов и без. Начнем с более простых способов, основанных на наблюдении.
Очереди и заторы
Процесс на производственной линии, который собирает перед собой самую большую очередь из единиц незавершенного производства, обычно является бутылочным горлышком. Такой способ поиска bottleneck подходит для штучного конвейерного производства, например, на линии разлива. Хорошо видно, в каком месте линии скапливаются бутылки, и какой механизм имеет недостаточную мощность, часто ломается или обслуживается неопытным оператором. Если на линии несколько мест скопления, то ситуация сложнее, и нужно использовать дополнительные методы, чтобы найти самое критичное узкое место.
Пропускная способность
Пропускная способность всей производственной линии прямо зависит от выхода оборудования bottleneck. Это характеристика поможет найти главное бутылочное горлышко процесса производства. Увеличение выпуска единицы оборудования, которая не является узким местом, существенно не повлияет на общий выпуск линии. Проверив поочередно все оборудование, можно выявить bottleneck — то есть тот шаг, увеличение мощности которого больше всего повлияет на выход всего процесса.
Полная мощность
Большинство производственных линий отслеживают процент загрузки каждой единицы оборудования. Станки и станции имеют фиксированную мощность и в процессе производства используются на определенный процент от максимальной мощности. Станция, которая задействует максимум мощности — bottleneck. Такое оборудование сдерживает процент использования мощности другого оборудования. Если вы увеличите мощность bottleneck, то мощность всей линии вырастет.
Ожидание
Процесс производства также учитывает время простоев и ожидания. Когда на линии есть бутылочное горлышко, то оборудование, идущее сразу ним, долго простаивает. Bottleneck задерживает производство и следующий станок не получает достаточно материала, чтобы работать непрерывно. Когда вы обнаружите станок с длинным временем ожидания, то ищите на предыдущем шаге бутылочное горлышко.
Кроме наблюдения за производством, для выявления узких мест используются такие инструменты:
Value Stream Mapping — карта создания потоков ценности
Как только вы выясните причину или причины узких мест, нужно определить действия для расширения бутылочного горлышка и наращивания производства. Возможно, вам понадобится переместить сотрудников в проблемную зону или нанять дополнительный персонал и закупить оборудование.
Бутылочное горлышко может возникнуть там, где операторы перенастраивают оборудование для производства другого продукта. В таком случае нужно подумать, как сократить простои. Например, изменить график производства, чтобы уменьшить количество переналадок или уменьшить их влияние.
Как уменьшить влияние узких мест
Bottleneck менеджмент предлагает производственным компаниям использовать три подхода, чтобы уменьшить влияние узких мест.
Первый подход
Увеличение мощности существующих узких мест.
Существует несколько способов увеличить мощность узких мест:
- Добавьте ресурсы в ограничивающий процесс. Необязательно нанимать новых сотрудников. Кросс-функциональное обучение персонала может уменьшить влияние узких мест с незначительными затратами. В таком случае рабочие будут обслуживать сразу несколько станций и облегчать прохождение узких мест.
- Обеспечьте бесперебойную подачу деталей на узкое место. Всегда следите за незавершенным производством перед узким местом, управляйте подачей ресурсов на станцию bottleneck, учитывайте овертаймы, в течение которых оборудование также всегда должно иметь детали для обработки.
- Убедитесь, что узкое место работает только с качественными деталями. Не тратьте мощность и время работы узкого места на обработку брака. Размещайте точки контроля качества перед станциями bottleneck. Это повысит пропускную способность процесса.
- Проверьте график производства. Если в процессе выпускается несколько разных продуктов, которые требуют разного времени работы bottleneck, скорректируйте график производства так, чтобы общий спрос на bottleneck уменьшился
- Увеличьте время работы ограничивающего оборудования. Пусть bottleneck работает дольше, чем другое оборудование. Назначьте оператора, который будет обслуживать процесс во время обеденных перерывов, плановых простоев и, если нужно, сверхурочно. Хотя этот метод не уменьшит время цикла, он будет поддерживать работу bottleneck пока остальное оборудование будет простаивать.
- Сократите простои. Избегайте плановых и внеплановых простоев. Если оборудование bottleneck выйдет из строя во время рабочего процесса, немедленно отправьте ремонтную бригаду, чтобы починить и запустить его. Также постарайтесь сократить время переналадки оборудования с одного продукта на другой.
- Усовершенствуйте процесс именно в узком месте. Используйте VSM, чтобы устранить действия, не добавляющие ценности, и сократить время на добавление ценности, избавившись от потерь. В итоге вы получите более короткое время цикла.
- Перераспределите нагрузку на bottleneck. Если возможно, разделите операцию на части и назначьте их на другие ресурсы. В итоге вы получите более короткий цикл и возросшую мощность.

Второй подход
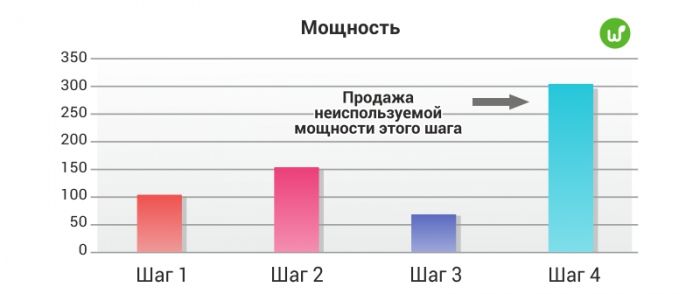
Продажа излишков производства, которые выпускает оборудование, не относящееся к бутылочному горлышку.
Например, у вас на линии 20 инъекционных прессов, а вы используете только 12 из них, потому что оборудование bottleneck не может переработать выпуск всех 20 прессов. В этом случае вы можете найти другие компании, которые заинтересованы в субподряде на операции литья под давлением. Вы будете в прибыли, потому что получите от субподрядчиков больше, чем ваши переменные расходы.
Третий подход
Сокращение неиспользуемой мощности.
Третий вариант оптимизации производства — распродать оборудование с экстра мощностью и сократить или переместить персонал, который его обслуживает. В этом случае мощность всего оборудования будет уравнена.

Примеры bottleneck вне производства
Транспорт
Классический пример — пробки на дорогах, которые могут постоянно образовываться в определенных местах, или появляться временно во время ДТП или проведения дорожных работ. Другие примеры — шлюз на реке, погрузчик, железнодорожная платформа.
Компьютерные сети
Медленный WiFi-роутер, подключенный к эффективной сети с высокой пропускной способностью, является узким местом.
Коммуникация
Разработчик, который шесть часов в день проводит на совещаниях, и только два часа пишет код.
Программное обеспечение
В приложения тоже есть узкие места — это элементы кода, на которых программа «тормозит», заставляя пользователя ждать.
"Железо" компьютера
Узкие места в компьютере — это ограничения аппаратных средств, при которых мощность всей системы ограничивается одним компонентом. Часто процессор рассматривается как ограничивающий компонент для видеокарты.
Бюрократия
В повседневной жизни мы часто сталкиваемся с узкими местами. Например, когда внезапно заканчиваются бланки для паспортов или водительских прав и вся система останавливается. Или когда нужно пройти медосмотр, а кабинет флюорографии работает всего три часа в день.
Вердикт
Узкие места в производстве, менеджменте и жизни — это точки потенциальных улучшений.
Расширение bottleneck даст ощутимый прирост производительности и эффективности.
А не обращать внимания на ограничивающие элементы системы — значит недополучать прибыль и работать хуже своих возможностей.
Пример описания бизнес-процесса
Простой пример «бизнес-процесса» - приготовление бутерброда для завтрака. При выполнении описания процесса есть небольшие тонкости, которые желательно соблюдать. Познакомьтесь с описанием процесса приготовления бутерброда:
1. Приготовить компоненты;
2. Отрезать кусок батона ножом;
3. Намазать масло на кусок батона.
Описание строится из отдельных операций. Каждая операция заканчивается определенным продуктом (см. табл. 3 )
Таблица 3 - Пример описания бизнес-процесса
Требования к описанию процесса:
1. Описание процесса должно быть полным и кратким. Оно не должно быть слишком детальным, подробным. Так, например, не нужно включать в описание процесса действия типа «взять в руку нож», «отделить часть масла ножом».
2. Описание процесса должно быть последовательным, без пропусков важных элементов. Последовательность операций можно построить и проконтролировать с помощью вопроса «зачем?»
Например: «Приготовить компоненты» зачем? Чтобы «Отрезать кусок батона»
Зачем «Отрезать кусок батона»? Чтобы «Намазать масло на кусок батона».
3. Описание каждой операции процесса начинается с глагола в неопределенной форме «Приготовить…», «Отрезать…», «Намазать…».
Допускается использовать третью форму глагола: приготовляет, отрезает, намазывает.
По утверждению Г.С. Альтшуллера: «Узкое место» - это рабочее место, операция (функция, задача), иногда специалист, где требуются дополнительные затраты времени, усилий, финансов, материальных ресурсов. Особенность узкого места – его ощущают как неудобство, но мало кто задумывается над тем – какова причина, почему оно существует? Обнаружив такое место, можно сформулировать проблему, но более выгодно формулировать противоречие, как признак наличия будущего «сильного и красивого решения».
При описании бизнес-процессов все бизнес-процессы делят на четыре группы, каждая из которых обладает своими отличительными особенностями.
Рисунок 25 - Группы бизнес-процессов
К группе основных относят следующие бизнес-процессы:
1) процессы, создающие добавленную стоимость продукту, который производит компания;
2) процессы, создающие продукт, представляющий ценность для внешнего клиента;
3) процессы, прямой целью которых является получение доходов;
4) процессы, за которые внешний клиент готов платить деньги.
Отличительной особенностью основных процессов является то, что они прямым образом участвуют в реализации бизнес-направлений компании. В большинстве случаев перечень основных бизнес-процессов представляет зеркальное отражение дерева бизнес-направлений компании. Помимо этого основные бизнес-процессы определяют доходы компании . Именно они определяют профиль бизнеса, именно они имеют стратегическое значение. Их ни в коем случае нельзя отдать на аутсорсинг, т. к. организация потеряет свою конкурентоспособность. Именно эти процессы конкурентоспособная компания должна уметь выполнять лучше других в своей отрасли. По мере функционирования компании основные бизнес-процессы развиваются или умирают в зависимости от востребованности рынка и стратегии компании.
Таблица 4 - Характеристики основных бизнес-процессов
Пример основных процессов верхнего уровня для компании, производящей и продающей одежду и обувь представлен на рис.3 Материалы для производства одежды и обуви используются одни и те же - кожа, ткани и т. д. Поэтому процесс «закупка материалов» будет единым для одежды и обуви: ведь закупается некоторое количество материалов, а потом они сортируются на производство одежды и обуви.

Рисунок 26 - Пример основных процессов верхнего уровня для компании, производящей одежду и обувь
Обеспечивающие бизнес-процессы. В отличие от основных, обеспечивающие бизнес-процессы имеют другие цели и предназначение. Если основные бизнес-процессы приносят деньги, производя продукт и удовлетворяя потребности клиента, то обеспечивающие процессы поддерживают инфраструктуру организации. Клиенты за них не готовы платить деньги, но эти процессы нужны для того, чтобы компания существовала. Клиентами обеспечивающих процессов обычно являются подразделения и сотрудники организации, которых при описании процессов называют внутренними клиентами. В качестве обеспечивающих рассматривают такие бизнес-процессы, как административно-хозяйственное обеспечение, обеспечение безопасности, юридическое обеспечение и т. д.
К обеспечивающим процессам относятся:
процессы, клиентами которых являются основные процессы, структурные подразделения и сотрудники организации;
процессы, которые поддерживают инфраструктуру организации.
Обеспечивающие бизнес-процессы могут производить продукты, которые годятся для продажи на внешнем рынке, но эти продукты не являются основными, они являются второстепенными, или побочным. Обеспечивающие бизнес-процессы не имеют стратегического значения. По мере функционирования компании может быть принято решение сделать побочный продукт основным. В этом случае обеспечивающий бизнес-процесс превращается в основной. Существует и противоположная перспектива - компания может отдать свой обеспечивающий бизнес-процесс на аутсорсинг, в случае если во внешней среде существуют другие организации, которые могут выполнить данный бизнес-процесс более дешево, быстро и качественно ввиду своей специализации и наличия большей компетенции и опыта.
Таблица 5 - Характеристики обеспечивающих бизнес-процессов
Процессы управления также являются обеспечивающими. Они не нужны для внешнего клиента, но они нужны для менеджмента компании, потому что именно эти процессы позволяют управлять компанией, обеспечивая ее выживание, конкурентоспособность и развитие.
К группе управленческих относят следующие бизнес-процессы:
1) процессы, которые обеспечивают выживание, конкурентоспособность и развитие организации и регулируют ее текущую деятельность;
2) процессы, прямой целью которых является управление деятельностью организации.
Отличительными особенностями процессов управления является их типовая структура. Различие между управленческими процессами определяется спецификой объектов управления, которыми они управляют. Например, бизнес-процесс «Управление финансами» управляет объектом «деньги», бизнес-процесс «Управление маркетингом» - объектом «клиент», бизнес-процесс «Управление персоналом» - объектом «персонал» и т. д.
Таблица 7 - Характеристики бизнес-процессов управления

Рисунок 27 - Типовая структура бизнес-процессов управления
Любой управленческий процесс ложится на эту схему. Если взять процесс «Бюджетирование», то этап «Планирование» будет называться «Разработкой бюджетов», выходом которого будут финансовые и операционные бюджеты. Далее обеспечивается реализация бюджетов, осуществляется учет достигнутого и т. д. Если рассмотреть процесс «Стратегическое управление», то первый этап будет называться «Стратегическое планирование», выходом которого будет стратегический план.
Последняя группа бизнес-процессов, которую осталось рассмотреть, – это бизнес- процессы развития.
Бизнес-процессы развития представляют инвестиционные виды деятельности, где усилия прикладываются сегодня, а результаты получаются по прошествии определенного периода. Что такое проект? Проект - это процесс, который реализуется один раз, после чего он завершает свое существование. Ему на смену приходит новый проект, и эта ситуация повторяется многократно.
Таблица 8. Характеристики бизнес-процессов развития
Другой часто встречающейся постановкой задач исследования сложных объектов в целях совершенствования организационного управления является изучение возможностей повышения производительности технологической схемы объекта за счет максимально возможного сокращения простоев оборудования аппаратов обслуживания, отдельных каналов и/или фаз. Количественную оценку простоев оборудования можно получить имитационным моделированием функционирования объекта объекта в течение представительного промежутка времени, получением и анализом соответствующих временных характеристик.
Целевая функция организационного управления в указанных случах имеет вид, аналогичный (9.36):
v =min (9.39),
где время простоя аппарата обслуживания (или канала, или отдельной фазыпри соответствующем выборе индексов) перед поступлением на обслуживаниеi -го требования из общей партии вN требований.
Так, для одноканальных однофазных объектов суммарная величина простоев аппарата обслуживания для всей партии изN требований определяется выражением (9.8), поэтому целевая функция организационного управления, в том числе автоматизированного, в этом случае имеет вид:
v
=![]() [ 1sign(+)]min
(9.40).
[ 1sign(+)]min
(9.40).
Аналогичные выражения можно получить для многофазных и/или многоканальных объектов как систем массового обслуживания на основе (9.16), (9.26) или (9.34).
Обратим внимание на то, что в данном случае целевая функция v организационного управления является комплексным критерием, который учитывает, кроме рассматриваемых простоев оборудования, и другие факторы, поскольку в него входят интервалы поступления требований, периоды занятости аппаратаов, каналов и фаз, а также иные временные характеристики. Поэтому, если реализовать в данном объекте указанные в предыдущем подпараграфе мероприятия, приводящие к сокращению времен ожидания требованиями, это также приведет и к увеличению загрузки оборудования технологических объектов, что делает во многих практических случаях особенно удобным выбор именно рассматриваемого в настоящем подпараграфе критерия эффективности организационного управления сложными объектами.
3. Выявление и ликвидация "узких мест"
В производственных системах "узким местом" в технологической схеме называют аппарат, имеющий производительность ниже, чем технологическая схема в целом, поэтому именно он и является лимитирующим звеном общего обслуживания в объекте. Выявление "узких мест" позволяет поставить и решить задачу повышения производительности объекта особенно рационально, реализуя комплекс организационно-технических мероприятий применительно к одному, данному аппарату, являющемуся "узким местом", а не ко всей технологической схеме в целом, поскольку последнее несомненно сложнее, дольше и обычно намного дороже.
Часто "узкое место" является переменным "во времени и пространстве", т.е. в зависимости от технологического режима и условий функционирования объекта или его отдельных звеньев либо технологической природы отдельных групп или классов требований (другими словами, в зависимости от конкретной ситуации в объекте в данный промежуток времени) "узким местом" может оказаться то один, то другой аппарат (или канал) обслуживания или даже отдельная фаза. В таких случаях выявление "узких мест" имитационным моделированием является важным направлением исследования объекта с целью обоснования, разработки и последующей проверки эффективности управленческих решений. Понятно, что под ликвидацией “узкого места” имеется ввиду комплекс организационно - технологических мероприятий, после реализации которых аппарат, бывший “узким местом” больше не является таковым и не сдерживает функционирования производства в целом.
Признаком наличия "узких мест" в технологической схеме объекта, интерпретируемого как СМО, является образование очереди или задержки на предыдущих агрегатах или фазах перед аппаратом (или фазой), являющихся "узким местом", и, наоборот, простой аппаратов (или фаз) непосредственно после него.
Представим ситуацию с наличием "узкого места" в объекте в формализованном виде, используя методику, рассматривавшуюся выше в настоящей главе.
Пусть, например, объект как одноканальная СМО состоит из нескольких последовательно расположенных одноканальных однофазных аппаратов обслуживания, технологическая схема которого соответствует рис.9.5.
Рис.9.5. Схема многоаппаратной одноканальной СМО.
Аппараты обслуживания технологической схемы данной СМО обозначены индексом k и именноk -ый из них является "узким местом". Пустьi -ое требование находится на обслуживании в указанномk -ом аппарате в течение времени, причем оно поступило в этот аппарат с интерваломпо отношению к ранее пришедшему требованию.
На предыдущем (k 1)-ом аппарате находящееся там требование уже закончило обслуживание и ждет освобожденияk -го аппарата; возможно, на входе в (k 1)-ый аппарат уже находится еще одно требование в ожидании обслуживания. Таким образом, ситуация на (k 1)-ом аппарате отражается временной характеристикой (9.4):
= +при+>для (9.41);
Следующий, (k +1)-ый аппарат находится в состоянии простоя, поэтому для него в общем случае на основании (9.8) будем иметь:
= при>+для [k +1, ...,n ] (9.42).
Что же касается непосредственно k -го аппарата технологической схемы, являющегося "узким местом", то конкретно для него может быть справедливо как соотношение (9.41), так и (9.42), в зависимости от того, что конкретно лимитирует его функционированиелибо начало обслуживания требования (т.е. вход аппарата; может быть, начальные фазы обслуживание, если оно многофазно, и т.д.), либо его состояние (внутренние элементы, связи между ними, заключительные фазы и т.п.
Целевая функция организационного управления v , направленного на ликвидацию "узкого места" и увеличение за счет этого производительности всей технологической схемы, имеет следующий общий вид:
v
=![]() (9.43).
(9.43).
Аналогично можно получить выражения при других структурах объекта и других дисциплинах обслуживания. Реализовав имитационную модель исследуемого объекта на ЭВМ применительно к различным условиям его функционирования и получив в количественном виде значения критериев (9.41) и (9.42) для каждого компонента и/или технологической схемы, что всегда можно сделать, по этим полученным результатам легко установить, имеет ли место в данной технологической схеме "узкое место" и какой конкретно компонет объекта и в каких конкретно условиях им является. После чего можно предлагать комплекс организационно - технических мероприятий по ликвидации “узкого места” (распараллеливание обслуживания требований в этом месте технологической схемы производства, ускоренные технологии, т.е. с существеннно более быстрым обслуживанием и соответственно меньшим средними т.п.), а также затем проверить их эффективность на той же имитационной модели объекта.

